Kennen Sie schon unseren Social Media Newsroom?
Dort verpassen Sie nichts mehr.
Folgen und abonnieren Sie uns gerne auf LinkedIn und Vimeo.
» Newsroom
HÄNDLE bildet zusammen mit seiner Muttergesellschaft einen internationalen Firmenverbund, mit Standorten in USA, Australien, Deutschland, Polen sowie mit seinen weltweiten Gebietsrepräsentanten.
»Ansprechpartner…

Entdecken Sie unsere Stellenangebote und bewerben sich jetzt! Als Mitarbeiter*in von HÄNDLE erwarten Sie vielseitige Aufgabengebiete, innovative Produkte, attraktive Entwicklungsmöglichkeiten und vieles mehr. » Karriere…


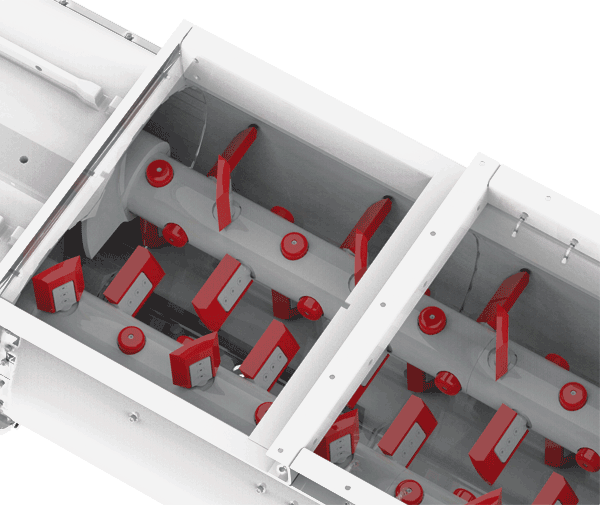
Entdecken Sie mit HÄNDLE die Möglichkeit, durch neue energiesparende Antriebskonzepte, die Effizienz Ihrer Formgebungsmaschinen zu steigern.
GREEN & ENERGY
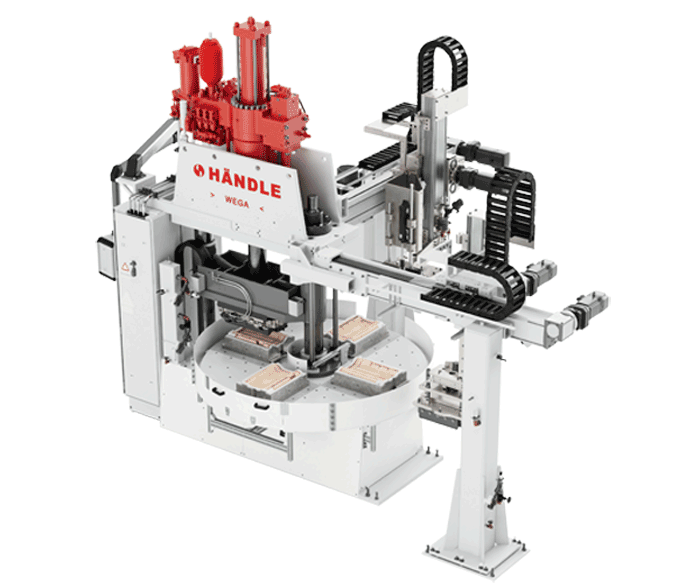
WENIGER IST MEHR – > 70% Energieeinsparung bei der Herstellung hochwertiger Zubehördachziegel!
Unsere HÄNDLE Zubehörpresse WEGA erzielt phänomenale Ergebnisse, im direkten Vergleich der zuvor installierten hydraulischen Presse der älteren Generation.
Erfahren Sie mehr über die neue Generation der HÄNDLE Drehtischpressen mit energieeffizientem Antriebskonzept.
WEGA
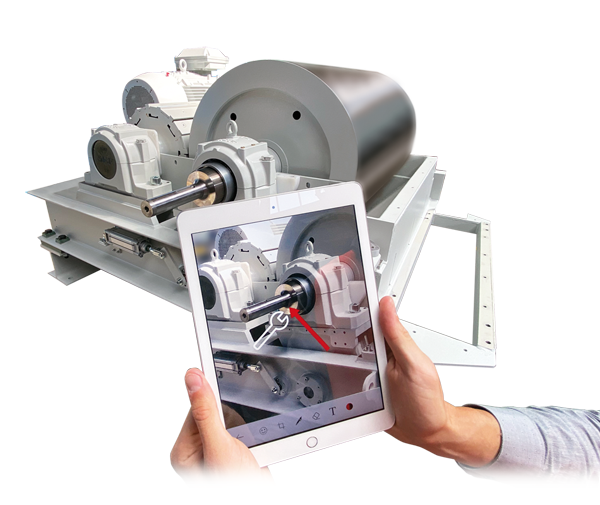
Mit der endgeräteunabhängigen HÄNDLE Visual Assistance App können Betreiber und Instandhalter von Maschinen, remote von unseren erfahrenen Experten angewiesen und unterstützt werden. Probleme und Störfälle können so bestenfalls schnell und effizient geprüft und behoben werden.
ECHTZEIT SUPPORT
Unsere Ersatz- und Verschleißteile werden kontinuierlich weiterentwickelt und an die neuesten Erkenntnisse angepasst. Originalteile von HÄNDLE zeichnen sich durch optimiertes Verschleißverhalten, hohe Standzeiten und vereinfachte Handhabung beim Austausch aus. Merkmale, die zu einer maximalen Verfügbarkeit Ihrer Maschine beitragen und Ausfälle auf ein Minimum begrenzen.
ERSATZTEILE